改造、兼容、量产,在五菱柳机总装A线,团队齐心协力向设备要效率、向技术要产能,让“十五五”开局的脚印,踩得扎实而有力。

三月底的柳州生机勃勃,五菱柳机总装A线上的机器轰鸣。在这里,H20/H22新型发动机产线改造工作进入最后冲刺阶段。
利用现有产线,改造成能兼容生产新产品的新产线,此次改造任务承载着全新的使命:更精准的设备调试、更复杂的多机型兼容、更紧迫的投产周期。
精准调试,攻坚涂胶机
产线改造中,机油盘涂胶机是块“硬骨头”,H20发动机使用铁机油盘,H22发动机使用铝机油盘,二者的涂胶轨迹不同,却要共用一套支撑立柱。怎么办?

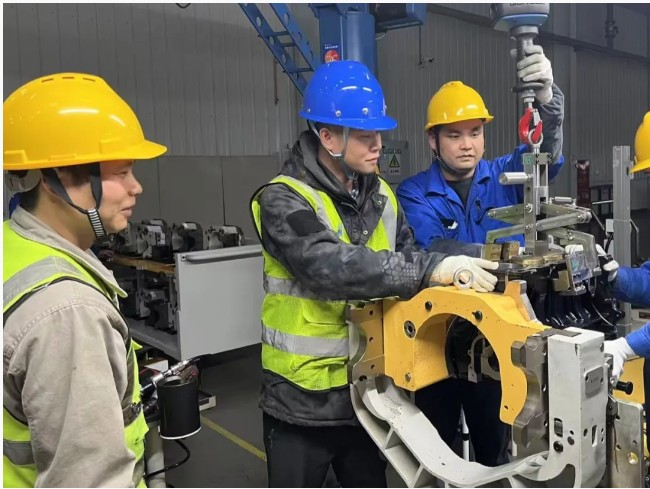
设备科两位老师傅,带着去年入职的新员工,一头扎进线边。
“小廖,H20和H22分别为铁和铝两种机油盘,研发给的轨迹都在这里。”李师傅蹲在设备旁说,“我们得让设备记住两套程序,换型时一键切换。”
小廖一边记录一边问:“立柱怎么固定?”唐师傅接过话:“工艺部设计了共用立柱,定位点统一了,我们负责写程序。这叫‘软硬结合’。”
三人连续几天泡在线边,与工艺部人员反复磨合,最终涂胶精度稳定在0.2毫米以内。更让人欣慰的是,后续前罩壳涂胶机调试,小廖主动请缨独立完成,一次通过验证。
“教会徒弟,师傅才能歇口气。”李师傅拍拍她肩膀,“这新人,能顶上了。”
边走边调,把流程“走顺”
工艺流程验证环节,离不开一线最有经验的人。柔性线班组长秦师傅,已在柔性线上装配了1700多台H22发动机,对机型烂熟于心。他被抽调过来支援,与现场修理工、工艺工程师组成“攻坚组”。

几个人边走线边调试,在保证新机型正常装配的同时,还要保证新老机型的兼容性,发现干涉马上调整工位,发现拧紧程序出错的问题就立刻优化。整整两天,秦师傅配合设备科和物流部,确定物流配送岗位,将全线拧紧程序逐一进行优化,为后续联调打下基础。
联调磨剑,批量生产赢得好评
联调是检验改造成果的“试金石”。六个月内,项目组通过多轮全线联调,从零部件差异、工装可行性到设备自动运行情况,步步为营,通力合作,逐一扫清障碍。
活塞进缸工位尤为棘手:不同机型的曲轴箱需在同一工作台上装配活塞,但支撑面不同,中心高度却需要保持一致。公司自行设计的快换立柱能否经受考验?

此前,工艺工程师与设备科反复对点,将原两套八根立柱优化为“三根通用、一根快换”,并指导员工正确安装。联调现场检验前期的成果,最终的成果令人欣慰:立柱稳稳支撑,活塞顺利入缸,AGV小车立柱、外装件立柱也一一通过验证。
正是因为前期联调工作先行奠定了基础,3月19日的小批量生产格外顺畅。当天,产线不仅要完成30台H22发动机的装配任务,还要迎接客户的现场审核。工段长带领各班组装机并同步讲解,工程师在各工位随时答疑,设备科老师傅一旁待命。30台发动机顺利下线,客户全程跟踪审核后,对产线状态和质量管控给予充分肯定,产线改造取得阶段性胜利。
3月25日,总装A线完成100台发动机批量生产,进一步检验产线稳定性。目前,产线已全面转入批量供货状态,为大批量订单做足了准备。